感谢你在百忙之中抽出时间阅读一类带缓冲区的混合Flowshop生产过程的Makespan生产调度这篇文章。关于一类带缓冲区的混合Flowshop生产过程的Makespan生产调度这篇文章的任何评论都可以告诉小编。你的每一个建议都是对小编辑的肯定和鼓舞。接下来让我们一起来了解一类带缓冲区的混合Flowshop生产过程的Makespan生产调度。
类带缓冲区的栗合巧owshop生产过程的akespan生产调度徐智,韩兵,席裕庚上海交通大学自动化研究所,上海200030摘耍就*早完工akespan指标为类带缓冲区的混合owshop生产过程建立调度模型针对混合生产过程调度的缓冲区及生产能力约束,定义由连续生产过程为离散加工而生产半成原料所需的延迟时间为预备时间。假设在预备时间不为零时,判定原调度结果是否仍保持*优出将原调度结果作为次优调度时的误差范围。仿真算例表明了文中算法的可行性。W混合生产是种具有连续生产过程和离散加工过程的复杂生产方式,是现代化生产中有普遍意义的加工方式。解决混合生产调度问题有重要的实际价值。由于调度问题的复杂性和高难度,目前的研究主要集中在离散加工调度1和连续生产调度。般的解决混合生产调度的方法可借鉴大系统的分解协调方法,即将泥合生产过程分成离散加工和连续生产两部分,分别建模求解再进行协调。进行协调时,常常会遇到难收敛的问题,且当系统有缓冲区约束时就更难求解。通过缓冲区的状态扩展,利用混合整数规划法求解类带缓冲区的混合生产调度问题,但其缺陷在于该方法只能用于较低维的混合生产调度问题。文献[4拾出基于进化算法的化工生产过程调度,但进化算法的本质是随机搜索算法,寻*优结果的时间比较长。此外,进化算法适用面虽然比较广,但针对具体的问题必须进行适当的处理,否则所得结果将很不理想,甚至不能接受,且算法的收敛速度通常比较慢。
本文针对混合生产过程的*早生产完工指标,将系统分为离散加工过程和准备王作过程。即将混合生产过程的半成品原料生产及缓冲区的操作作为巧曼91空箱4£强1愚邮16化山。扣埘准具,作过遍塍牲献满足紧跟其后的离散加16说工过程的需求,而离散加工过程生产的调度也必须根据准备工作的实际情况决定。显而易见,若泥合生产过程的半成品原料生产能力足够大及缓冲区容量较大就akespan指标来说,其调度和般的离散加工调度完全样。早在1954年,]片8研巧了两台机器owshop的调度问题。该算法虽然只能对两台机器的Flow出op调度问题求解,但算法极其简洁有效。本文Johnson的算法为基础,将其应用到半成品原料生产能力不够大即连续生产过程不能在离散加工调度结果所有所需的时间内完成半成品原料的生产的情况来解决该类混合生产过程的调度。
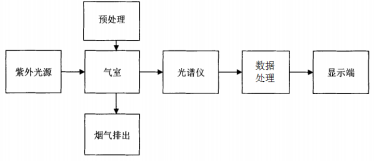
1带缓冲区的混合生产过程本文研究实际常见的混合生产过程,典型的混合生产过程包括连续生产过程和离散加工过程。称连续生产过程的产品为半成品,离散加工过程的产品为*终离散产品。缓冲区连接两生产过程。因为对于离散加工过程来说,只有缓冲区中有足够的半成品原料,离散加工才能进行,且由于寻优目标为和它们不直接作用的离散产品的*早完工时间,所文中将连续生产及缓冲区部分定义为准备工作过程。
其生产过程如图1所示。
任务的顺序,使得全部的2个*终离散产品都通过所有的撕2台机器所需的*短时间。即同时必须满足抖下约束:①顺次加工:③在任时刻台机器*多只能加工个产品:③任产品必须通过每机器次且仅次经加工过程不可打断。
实际混合生产中,还必须满足抖下约束:1种半成品,它们是《2种*终罔散产品的原料。记尤:/为,时刻第条生产线生产第种半成品的速率;。苗分别为第/条生产线生产第7种半成品的*大小生产速率化为响刻缓冲区中第种半成品量;化。》,化_,分别为缓冲区中第种半成品的*大*小储存容量;贫为生产单位第个离散产品所需的第种半成品的量。其中:=1,2,假设离散加工过程中有2台机器,分别记为始1,必2始,2,可生产成个*终离散产品,每个离散产品必须依次通过所有机器。记,:为第7个离散产品在第/台机器上加工的作业时间;为第个离散产品在第/台机器上开始加工的时刻,挪潘虑优指标为11了益冒散加品邮曲。86.6端搭藉如6去了/,=?如。式1所连续生产能力的约束式2描述缓冲区的容量约束式3描述缓冲区中第7种半成品的动态变化,2调度问题的求解本文仅考虑2=2的情况。显然,若连续生产过程的生产能力足够大能够在足够短的时间内生产出所需的半成品时,该调度问题完全等价于典型的同顺序流水作业调度问题。问题的解就是独立的离散加工过程解。文中主要研究的是独立离散加工过程*优调度解是不可行时连续生产过程不能及时提供半成品的情形。
由于机器於的生产受由连续生产能力决定的缓冲区中半成品原料约束,在加王过程中可能会出现缓冲区中半成品原料不足,引起前个王件在第台机器上加王完毕后,为等待连续生产过程生产下个离散产品所需的半成品原料而耗费时间此时,化不能描述实际的生产情况,用,么,代替原来的如,并记其为7而第2台机器的生产加工时间不受生产能力约束,其生产时间仍为。记机器柏1开始生产5中的产品时,机器必2还在生产其他产品,加刻后才可利用时,生产5中所有产品所需的*短时间为巧5则有其中,材13,7打,0脚含义可见图2.
设*佳的方案是/,在前。/,在后,则由12期徐智,等:~带缓冲区的混合Flowshop生产过程的akespan生产调度巧抖将其展开为巧5,=了打叫口2两种/的示意图同时若*佳的方案是在后人在前,则有则*优的方案是/在刖、式4等价于:小,两任务。其1二,2是1,口=么。2,口=0的任务。显见,5是5怕子集合。因此,了口,衫了。
同理,易得当ft有衫O量时的情形。
引理2对于任衫0,有证明由引理1及巧5,0的定义可得其中,S为原任务集合的有O量的新任务集合。
引理3对于5中的任任务,当其或6,有么衫o的量时方r口,餐rf庐证明先考虑l有衫o的增量的情形。记新任务集合为5.其王2几点结果本文研究的问题主要是人九的等待半成品原料生产时间为零的假设不成立的情形。基于John 8公式有如下的结果。为简化符号,下不加区分地称岗散广品/,为任务/.
有/1的增量时,化新任务集为5,则有了5证明先考虑任务/,的l有良o的量I盼狂该新任盗足点盐厉狱施端砸虹3巧由化么如扑定理1对某任务集合有*优的任务调度有序集合公,其*小完王时间为巧5记5中有某任务/,的fl有矣O增量时的任务集合为y,则5的*优任务调度有序集合也为5,且口,=了口的充要条件为对位于5中之后的所有证明先证明充分条件。根据式5网得到公。
将公分成两部分,位于公中/,之前的所有任务的集合记为沾;位于5中/之后的所有任务集合记为疾。加王完成皆1任务所需的*短时间为乃义,加王完成在任务所需的时间为。禹,化吟衫,可得《:。因此,可得位。对于5,记完成和公相同化70的任务序列集合所需的*短时间为了。由于/《/,0,可知该的延迟不影响《中其他任务等待原料生产的时间,所抖了二打省∑,即7=7口。由引理1可知,杉了口,平马,因此可得/是怕*短完工时间用公为其*优的加工次序集合。
再用反证法证明必要条件。假设禹中有某/不满足化¢,即tth衫f.若W公为*优调度,由于第任务必须在第台机器上加工完后才可在第二台机器上加工曲上述的引巧马么可见,了口,7口此结论和知矛盾,假设不成立。必要条件得证,定理1给出,判定采用无连续生产约束时的*优调度作为有连续生产约束而引起离散生产过程不能及时生产情况时的调度,是否仍为*优调度的充分必要条件。事实上,当定理的充分条件成立,可抖判定原来的调度结果仍为*优反之,只能得到:巧原来*优调度可能不再是*优调度径如果原来*优调度仍是*优调度,则目标函数的*优值肯定大于原*优值,不考虑连续生产过程的影响,采用式5解到名义的*优调度《。如采用为调度结果,根据引理3可知,此时的调度结果只比巧5大么了,其中gK.当r=o时,5仍然为*优调度。当巧5户么,采用公为5怕次优调度是可行的。
13调度方法先不考虑准备工作过程的影响,采用式巧得到无半成品生产延时的*优调度《。再考虑《中第71个产品人加工开始后,根据当前缓冲区相应的半成品原料储存量,在满足式1~3基础上,称连续生产过程生产第个离散产品的原料所需的时间之差和零的*大值为必须等待时间,并将该时间定义为预备时间,即显然,第个离散产品/的预备时间是随缓冲区相应的半成品原料储存量的变化而变化,其下限为化其上限为0.除连续生产过程生产半成品原料9的*大速率与4之差和零的*大值。计算每任务的预备时间是否为零。由于连续生产过程的性能不出现在寻优的目标函数中,该过程的调度变量其满足式1的生产能力约束及式口的缓冲区容量约束即可。本文采用*快生产策略来生产,即瓜7总抖无7生产直到化0=化,当化0=化时,令如=日显然,这样的调度是和性能指标的要求是致的,如/,的预备时间为f≠0,且对位于是之后的所有任务山,有1/,么/则*优的调度次序仍为公;否则,公不定是其*优调度。但当了5,么时,仍可将5乍为次优解,且其和实际*优结果误差不大于b,而其*优的调度解必须采用其他的诸如遗传算法。分支定界等方法求取。
如5经得出,贝拱中的第/个任务7/的/,和山也容易求出邱其中/为第/1个任务。
3算例仿真橡胶轮胎生产过程是具有图1所示的典型的泥合生产过程。现如下情况为例。生产任务为6只轮胎,分别称为/1,八如。连续生产过程有条生产线生产种胶料,其*大生产能力为每时间单位可生产单位胶料。缓冲区的容量为10单位胶料,其初始值为9单位胶料。离散加王过程有两台设备,每只轮胎必须依次经过两设备。在第台设备上加王的时间分别为3口5286个时间单位,在第二台设备上加工的时间分别为7 1013641个时间单位,它们所需的胶料分别为51063 78单位胶料。要求用*短的时间完成生产任务,且满足:。
顺次加工泻在任时刻机器*多只能加工个产品任产品必须通过每机器次且仅次;④加工过程不可打断遑缓冲区不溢出:⑥满足连续生产过程的生产能力等6项约束。
先假设所有任务的预备时间为化则根据式5可得名义*优调度5为/4,/,73,/2,/5,/6,_了口,=43.再计算各任务的预备时间,采用*大狐能愚精盛中13姑滓加益滕略巧瓶的3柳据定理l,由于パ足该定理充分条件,因此名义*优调度即*优调度,*短的完工时间为巧5,=4玉离散加工调度结果的6图如图3所示。图中,虚线部分为等待连续生产过程生产第二种离散产品的半成品原料而引起的预备时间二5.
大柄2,并寻求个完备的调度算法本文就*早完工指标为类带缓冲区的混合Flowshop生产过程建立模型。针对求解带缓冲区的混合生产过程调度的缓冲区及生产能力的约束,提出预备时间概念。给出在预备时间不为时,判定原化hnson调度算法的调度结果是否仍保持*优的充分必要条件,并给出将原调度结果作为次优调度时的误差范围。仿真算例表明了文中算法的可行性。
进步的工作,将离散加工过程的机器数目扩席裕庚。动态大系统方法导论。北京:国防工业出好地克服早熟收敛和停滞的缺点,并有效地解决了全局收敛性问题。在三个典型的测试函数中,从求解精度收敛速度及可靠性等考虑,与已有的自适应算法相比,采用退化混浊突变算子的遗传算法的效果*好。
王梓坤。论混浊与随机[1].北京师范大学学报自然科吴新余,孙力娟。改进交叉方式的遗传算法在求解通信网优化问题中的应用[化通信学报,1997,1810:15张均进化速率的研充与进化理论的统[化北京大学学报自然科学版,1997,33巧79争8旧。
下期发表论文摘要预报。实现PLS流合并技术的分析姜宁康,王思兵,李输麟上海交通大学光纤区域通信网国家重点实验室,上海2的0销及时延,导致不能保证业务的リS需求等对AT信元头负载类型域的两位进行重编码提出了新的义:遽肖旷保迸劫/5就盐言等品1心化揣背8滕1.在1塍十3].用:旁她。